










车载除尘系统——焦化厂推焦/拦焦工序无组织排放治理的终极解决方案
专为推焦车、拦焦车在出焦过程中产生的高温(≤250℃)、高浓度(50g/Nm³)、易燃爆焦粉尘设计的一体化除尘装备,直接集成于机车平台,实现粉尘在产尘点的高效捕集与净化,彻底解决传统固定式除尘系统存在的烟气捕集率低、管道积灰着火等行业痛点。
一、革命性技术突破
空间极限设计
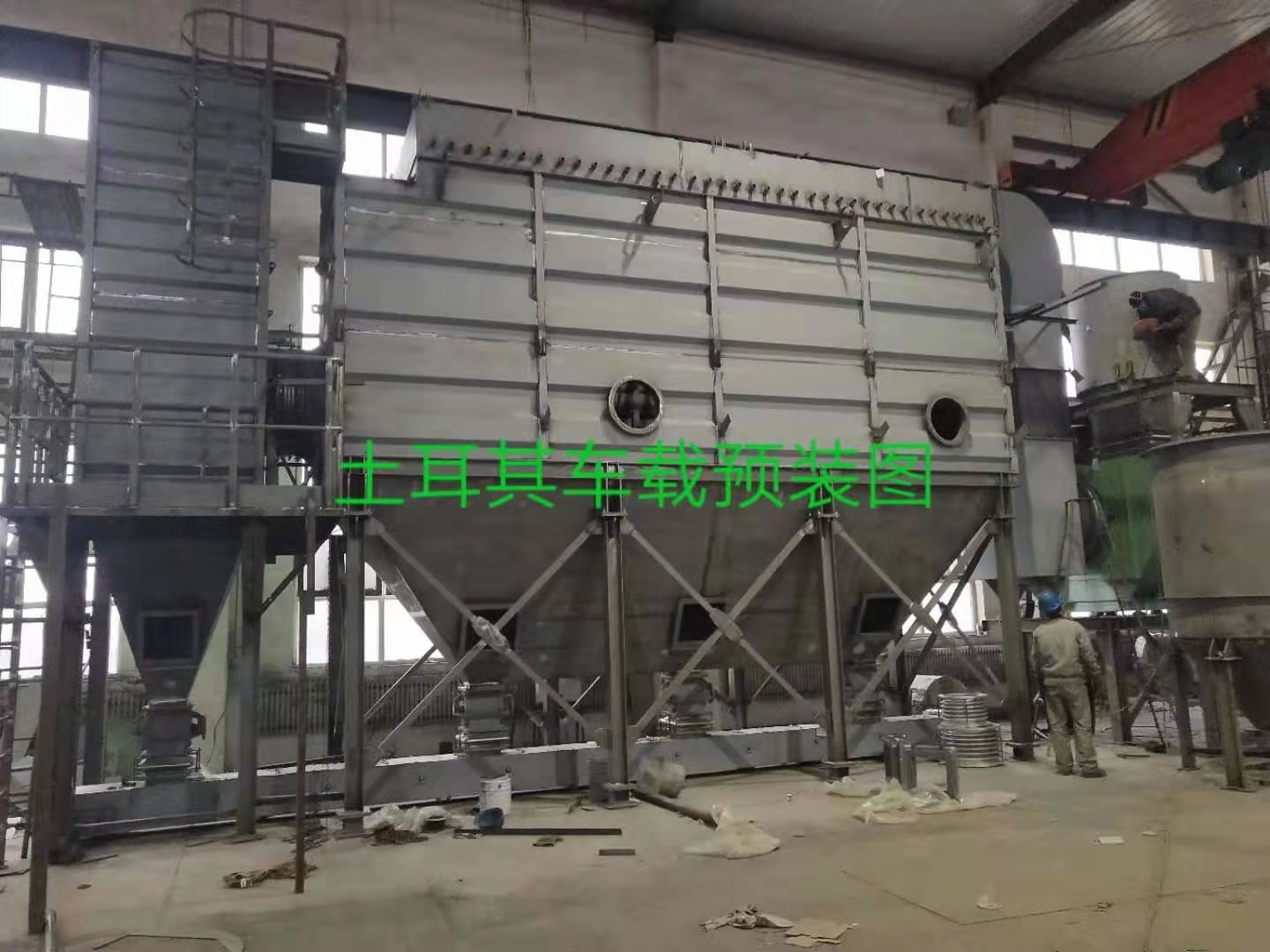
紧凑型箱体(高度≤2.5m)适配机车有限空间,风量覆盖 20,000~30,000m³/h
模块化结构:预组装单元现场吊装对接,安装周期缩短70%
高效捕集系统
组件 技术创新点 性能提升 折叠式集尘罩 液压驱动展开(3秒),密封条贴合作业门 捕集效率>95% 抗爆滤筒 不锈钢骨架+PTFE覆膜,防静电处理 过滤精度0.3μm,排放<5mg/Nm³ 旋风预处理器 前置粗颗粒分离,减少滤筒负荷 延长滤袋寿命40% 安全防爆体系
三重防爆保障:泄爆片(0.1MPa触发)+ 隔爆阀 + 氮气惰化系统
实时监测:CO浓度超限(>100ppm)自动停机,火花探头联动灭火
防静电设计:设备整体电阻<100Ω,消除静电引燃风险
二、核心性能优势
除尘效率:出口粉尘浓度 <5mg/Nm³(严于国标10mg限值)
温度适应性:直接处理250℃烟气(无需预冷却)
能耗控制:风机功率≤75kW(同比固定式系统节能30%)
免维护运行:滤袋寿命>18个月,清灰间隔>120分钟
三、行业痛点针对性解决
| 传统难题 | 本设备对策 | 客户价值 |
|---|---|---|
| 烟气捕集率不足(<80%) | 自适应密封罩+负压引流技术 | 捕集率提升至>95% |
| 输灰管道频繁着火 | 取消地下管道,尘源直净 | 火灾风险归零 |
| 机车配重失衡 | 轻量化设计(总重≤15吨) | 不改装机车承重结构 |
| 焦油粘结滤袋 | 纳米PTFE滤筒抗粘附 | 清灰压力降低50% |
四、智能运维系统
车载控制终端:
✅ 实时显示压差、温度、CO浓度
✅ 自动调节风机频率(风量匹配出焦节奏)
✅ 4G传输运行数据至中控室预测性维护:
▪️ 滤筒堵塞预警(压差>1500Pa报警)
▪️ 清灰阀故障自诊断
▪️ 备件更换倒计时提醒
经济效益量化
直接收益:
每万吨焦炭减少粉尘逸散>500kg(年回收价值>20万元)隐性收益:
▪️ 避免环保罚款(无组织排放达标)
▪️ 降低消防保险费用30%
▪️ 延长机车大修周期至5年
焦化厂应用案例:
某年产200万吨焦化企业,安装8套车载系统后:
厂区PM2.5下降80%
焦炭成品率提升0.7%
核心优势总结
✅ 源头治理——取消地下管道,粉尘直捕直净
✅ 安全可靠——三重防爆+智能防火体系
✅ 高效节能——滤筒寿命提升40%,能耗降低30%
✅ 智能管控——4G物联网远程运维
